Stainless steel fasteners are essential components used across construction, automotive systems, marine engineering, industrial machinery, energy infrastructure, and architectural projects. Their excellent corrosion resistance, high mechanical strength, and long service life make them ideal for demanding applications.
Although bolts, screws, nuts, and rivets may appear simple, the engineering behind their production is highly sophisticated. The Stainless Steel Fastener Manufacturing Process directly affects thread strength, dimensional accuracy, corrosion resistance, and long-term reliability.
Modern industrial fastener manufacturing combines precision forming technologies, metallurgical control, and strict quality inspection to produce high-performance fastening solutions for industrial and commercial use.
This guide explains the step by step manufacturing of stainless steel fasteners, including wire drawing, cold heading, thread rolling, heat treatment, surface finishing, and quality control procedures.
What Raw Materials Are Used for Stainless Steel Fasteners?
The manufacturing process begins with stainless steel wire rod material supplied by steel mills. Different stainless steel grades are selected depending on corrosion resistance, strength requirements, and environmental conditions.
|
Stainless Steel Grade |
Main Features |
Typical Applications |
|
304 / A2 Stainless Steel |
General corrosion resistance |
Construction and industrial hardware |
|
316 / A4 Stainless Steel |
Superior chloride resistance |
Marine and chemical environments |
|
410 Stainless Steel |
Higher hardness and strength |
Self-drilling screws and wear-resistant fasteners |
Material selection depends on:
- Corrosion resistance requirements
- Mechanical load conditions
- Environmental exposure
- Temperature resistance
High-quality raw material is essential for producing durable and reliable stainless steel fasteners.
Step 1: Raw Material Preparation & Stainless Steel Wire Drawing
The manufacturing process begins with raw material preparation.
Large coils of stainless steel wire rod are delivered to the manufacturing facility and processed before forming operations begin.
Chemical Cleaning (Pickling)
The wire rod is cleaned using acid pickling to remove:
- Surface scale
- Oxide layers
- Rolling impurities
- Contaminants from steel production
This ensures a clean surface for further processing.
Lubrication and Coating
A phosphate or lubricating coating is applied to reduce friction during forming operations. Proper lubrication is especially important because stainless steel generates significant resistance during deformation.
Stainless Steel Wire Drawing
Before fastener forming begins, the material undergoes Stainless Steel Wire Drawing.
During this process, stainless steel wire passes through hardened dies that gradually reduce the wire diameter while improving dimensional consistency.
Purpose of Wire Drawing
Wire drawing helps:
- Achieve precise wire diameter
- Improve surface finish
- Increase material consistency
- Prepare wire for cold heading equipment
Accurate wire diameter control is critical for maintaining fastener dimensional tolerances.

Step 2: Forming the Fastener Head
Once the wire reaches the required diameter, it is fed into high-speed forming machines. Depending on fastener size and production volume, manufacturers use either Fastener Cold Heading or hot forging.
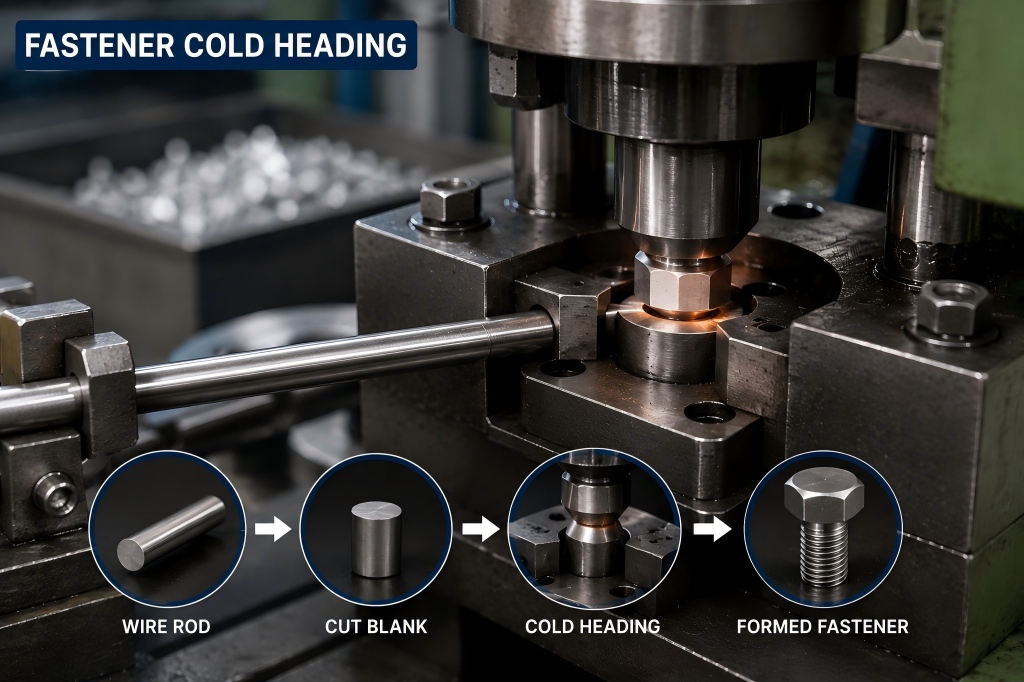
Fastener Cold Heading
For standard screws, bolts, and rivets, Fastener Cold Heading is the primary forming method used in modern industrial fastener manufacturing.
In this process:
- The wire is cut into blanks
- The blank is placed into a die cavity
- A high-pressure ram strikes the material
- The metal deforms into the required head shape
Cold heading forms the fastener at room temperature without removing material. Modern cold heading machines can manufacture thousands of fasteners per hour with excellent dimensional accuracy.
Advantages of Cold Heading
Compared with traditional machining, cold heading offers:
- Faster production speed
- Lower material waste
- Better dimensional consistency
- Improved grain flow strength
- Reduced manufacturing cost
Because the metal grain structure follows the shape of the fastener, cold heading improves mechanical performance and fatigue resistance.
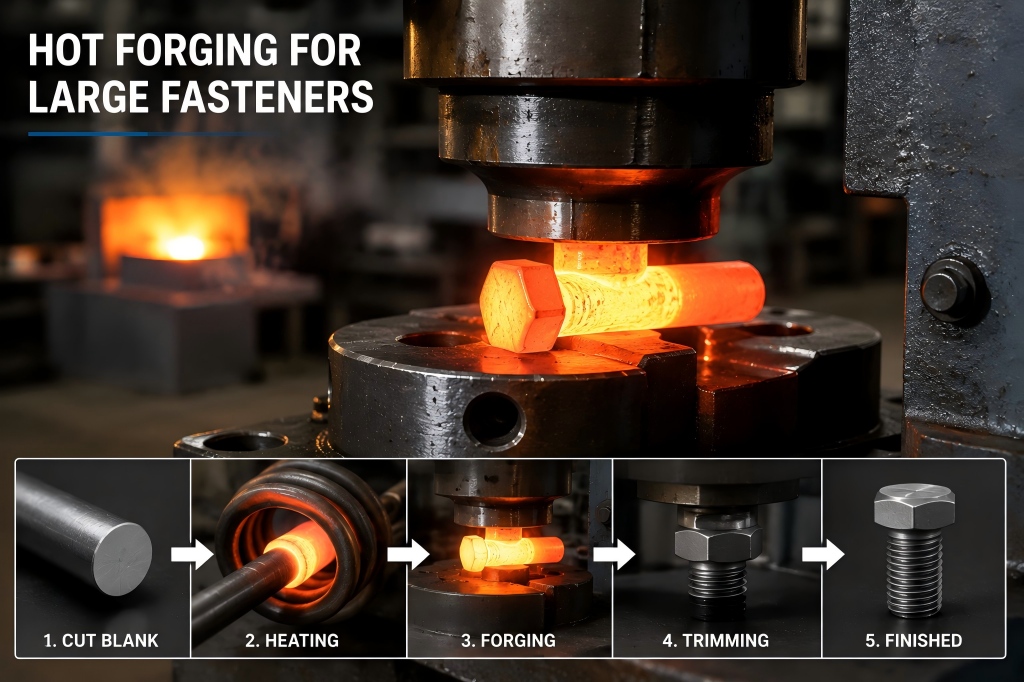
Hot Forging for Large Fasteners
For oversized or heavy-duty fasteners, manufacturers use hot forging instead of cold heading. The metal is heated using induction quipment before forming. Hot forging is commonly used for:
- Large structural bolts
- Heavy industrial fasteners
- Custom geometries
- Large-diameter components
Difference Between Cold Heading and Hot Forging Fasteners
One of the most common technical questions is the difference between cold heading and hot forging fasteners.
|
Process |
Main Advantages |
Typical Applications |
|
Cold Heading |
High precision, high speed, stronger grain structure |
Standard screws and bolts |
|
Hot Forging |
Suitable for large and complex parts |
Heavy structural fasteners |
Cold Heading Characteristics
- Performed at room temperature
- Better dimensional accuracy
- Higher production efficiency
- Stronger grain alignment
Hot Forging Characteristics
- Uses elevated temperatures
- Lower forming stress
- Better for oversized parts
- More suitable for custom geometries
Most commercial stainless steel bolts and screws are produced using cold heading technology.
Step 3: Precision Threading via the Thread Rolling Process
After head forming, the fastener enters the threading stage. Premium manufacturers typically use the Thread Rolling Process rather than thread cutting. During thread rolling, hardened steel dies compress the fastener shank under high pressure to form threads by displacing metal instead of cutting it away.
Thread Rolling vs Thread Cutting
|
Method |
Result |
|
Thread Cutting |
Cuts across metal grain lines and weakens threads |
|
Thread Rolling |
Compresses grain structure and strengthens threads |
Advantages of Thread Rolling
Compared with thread cutting, rolled threads offer:
- Higher fatigue resistance
- Stronger thread structure
- Better surface finish
- Improved production efficiency
- Zero material waste
This process is widely used in modern industrial fastener manufacturing.
Step 4: Metallurgical Optimization & Fastener Heat Treatment
Certain stainless steel fasteners undergo Fastener Heat Treatment to improve mechanical properties. The heat treatment method depends on the stainless steel grade and application requirements.
Why Heat Treatment Is Important
Heat treatment can improve:
- Hardness
- Tensile strength
- Wear resistance
- Mechanical stability
It is especially important for:
- Self-drilling screws
- High-strength fasteners
Common Heat Treatment Processes
- Annealing: Annealing reduces internal stress and improves ductility after cold forming.
- Hardening: Hardening increases strength and wear resistance.
- Tempering: Tempering balances hardness and toughness after hardening.
Precise temperature control is essential because improper heat treatment may reduce corrosion resistance.
Step 5: Passivation & Stainless Steel Fastener Surface Finishing Process
After forming and heat treatment, fasteners undergo the stainless steel fastener surface finishing process. During manufacturing, microscopic iron contamination may remain on the fastener surface. If untreated, these particles can cause localized corrosion.
Chemical Passivation
Passivation is one of the most important finishing procedures. During passivation:
- Fasteners are immersed in nitric or citric acid
- Surface iron contamination is removed
- A protective chromium oxide layer forms naturally
This process significantly improves corrosion resistance.
Common Surface Finishing Methods
- Passivation: Enhances corrosion resistance and removes free iron contamination.
- Polishing: Improves appearance and reduces surface roughness.
- Electro-Polishing: Creates a smoother, cleaner, and more corrosion-resistant surface.
These finishing processes are especially important for:
- Marine hardware
- Food processing equipment
- Medical devices
- Architectural systems
Step 6: Quality Control in Stainless Steel Fastener Production
Strict quality control in stainless steel fastener production is essential for reliable performance. Finished fasteners undergo multiple inspection and testing procedures before packaging.
Dimensional Verification
Automated inspection systems verify:
- Head dimensions
- Thread pitch
- Diameter tolerances
- Length accuracy
- Thread geometry
Mechanical Testing
Manufacturers perform:
- Tensile testing
- Proof load testing
- Torque testing
- Hardness testing
These tests confirm compliance with ISO and ASTM standards.
Metallurgical Analysis
Laboratory analysis checks:
- Chemical composition
- Corrosion resistance
- Grain structure
- Heat treatment consistency
Salt spray testing is often used to evaluate corrosion performance.
Surface Inspection
Surface quality inspections identify:
- Cracks
- Burrs
- Surface contamination
- Thread defects
Packaging and Final Inspection
Before shipment, fasteners undergo:
- Final visual inspection
- Counting and weighing
- Batch traceability labeling
- Protective packaging
Proper packaging prevents contamination and mechanical damage during transportation.
Conclusion
The Stainless Steel Fastener Manufacturing Process involves multiple precision-controlled stages, including wire drawing, cold heading, thread rolling, heat treatment, surface finishing, and rigorous quality inspection.
Modern industrial fastener manufacturing combines advanced forming technologies with strict metallurgical and quality control systems to produce durable, corrosion-resistant fasteners for demanding industrial applications.
By understanding how stainless steel fasteners are made, manufacturers and buyers can better evaluate product quality, supplier reliability, and manufacturing standards when selecting fastening solutions for commercial and industrial projects.


